Kész is 

(#60) sz.balazs.95: Amiket itt is látsz kb ilyen minőségbe lehet 
[ Szerkesztve ]




Nah egy kis upgrade-en esett át a nyomtató, műanyag csuklók , spéci fém gömbcsuklókra lett lecserélve.

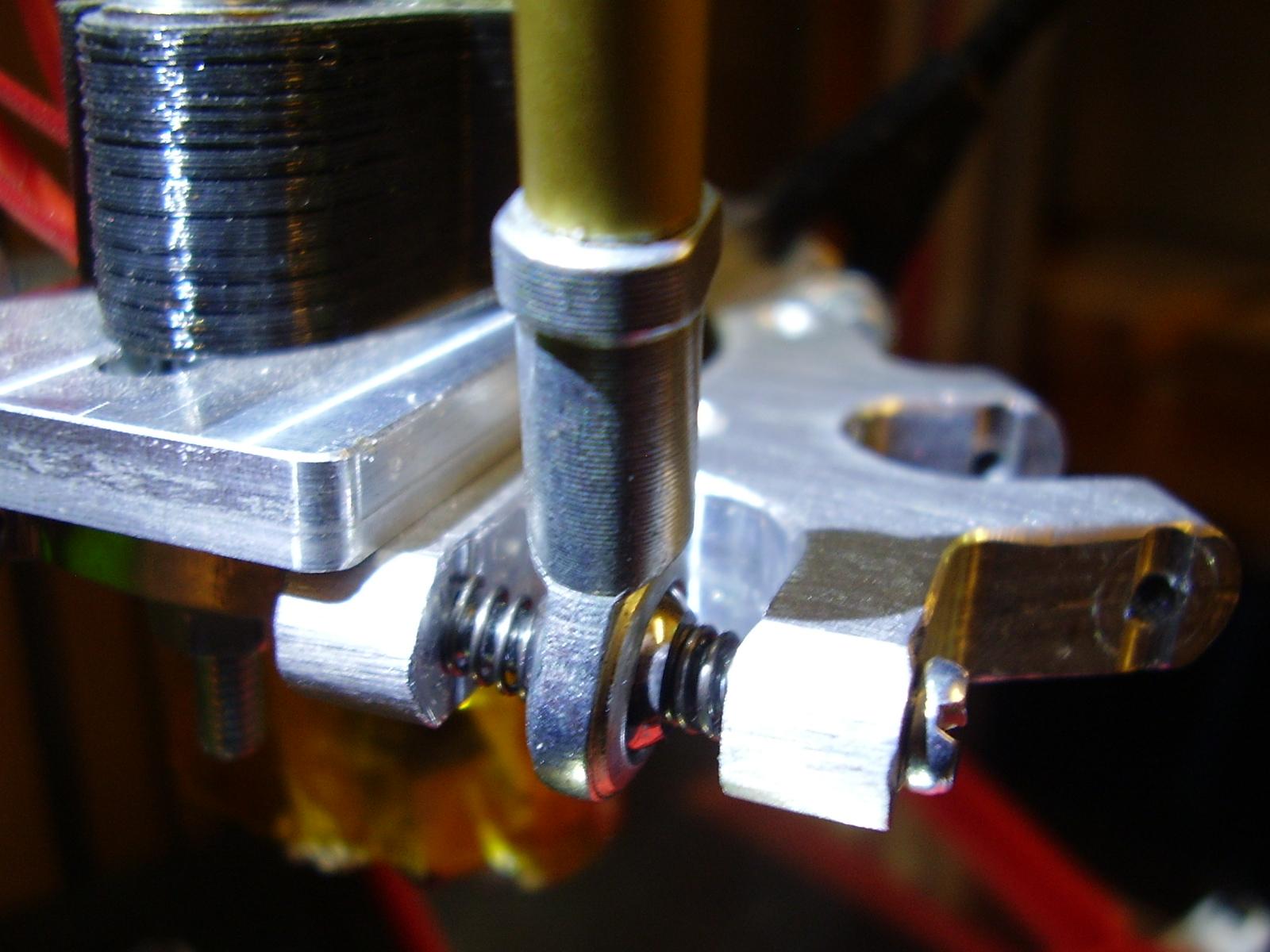


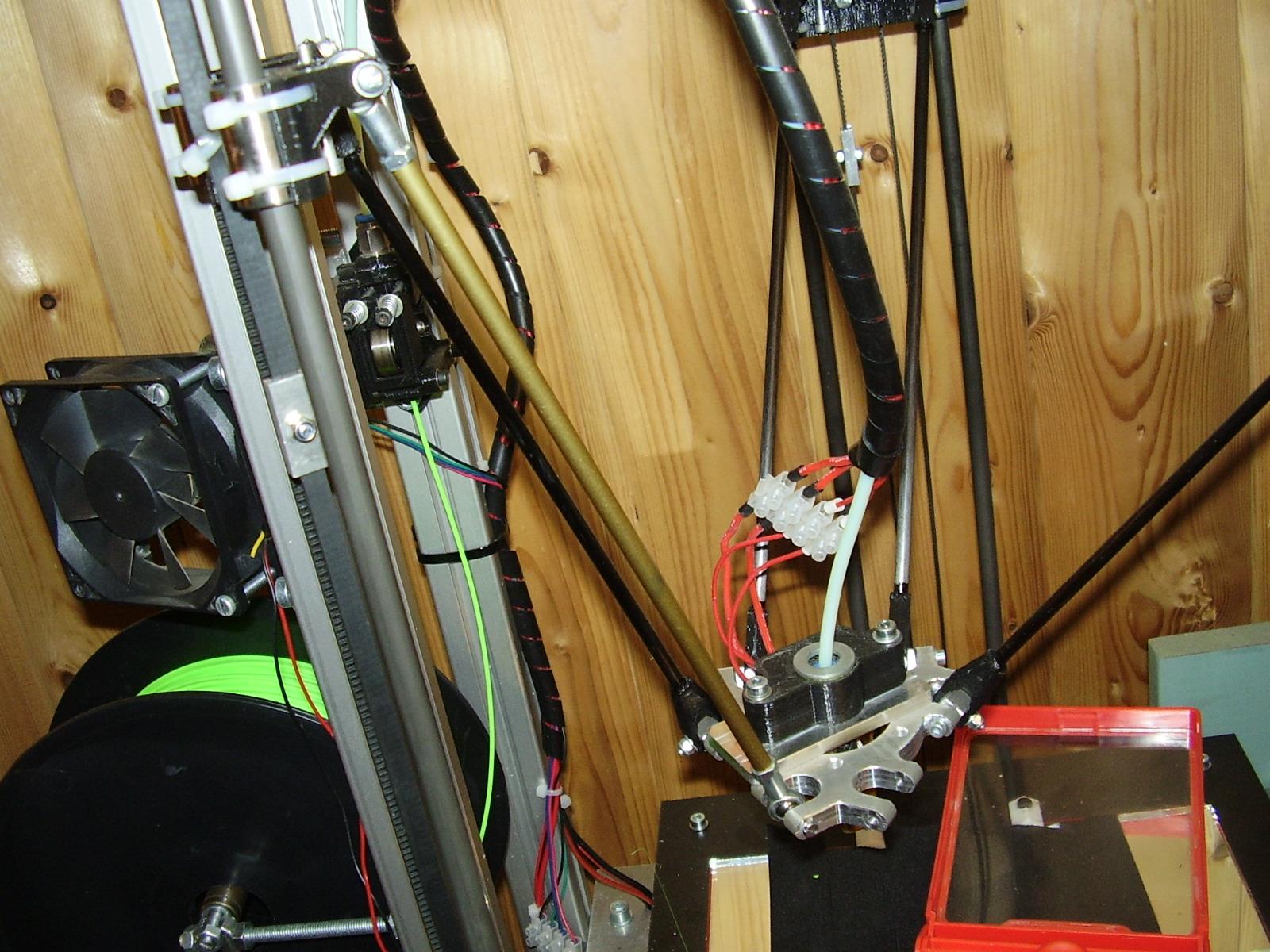
anyag árban meg volt kb 3500Ft-ból ,az előző nagyon budget volt.
Olszón megúsztad. Mikor legutóbb vettem hasonló gl szemeket, 5k volt egy pár.
Azon gondolkodtam, hogy egy cnc maróhoz kéne adaptert csinálni amivel az extrudert lehet rögzíteni a maró -orsóhoz, a gépágyra pedig egy fűthető asztalt rögzíteni. Az ilyen maróknak rendes masszí, öntvény gépágya van prizmás vezetékekkel, nem ilyen vékony rudacskákon nozognak a szánok, golyós-orsó mozgatja őket nem vékony fogazott szíjjak, századmiliméteres pontossággal pozícionálnak, vibráció mentesek... Sokkal pontosabb nyomtatást tenne lehetővé, mint ezek a könnyű, kis aluprofilos nyomtatók.
Én közben megrendeltem a nyomit, holnap lehet érte menni, kiváncsi vagyok mit lehet kihozni belőle.
[ Szerkesztve ]
Nézz be a hobby cnc fórumba az SG-n, Vérnyúl kolléga vadul kísérletezik vele.
Köszi, megnézem. Ezek szerint nem hülyeség, ha másnak is eszébe jutott.
Vezérlési szempontból logikailag nincs nagy különbség.
Gondok:
A cnc mechanika lassú, nem erre van tervezve.
A vezérléséhez kell egy átalakító progi, ami a meg tudja eteni a cnc-vel a 3d-s g-kódot, de az extrudert direktbe kell vezérelned.
Vérnyúl csinált egy teszt darabot a cnc-re, elvileg működik, de nagyon lassú. Egy olyan nyomtatás ami deltával kb 40 perc, az cnc mechanikával 4-5 óra.

Van rengeted kész, CNC mechanikával működi nyomtató. nem mondanám lassúnak.
Ha gondoljátok összevethetjük egy modellen, (azonos rétegvastagsággal), hogy ki milyen gyorsan nyomtatja ki azt:
Amikkel én tudok nyomtatni:
Pirx
Ultimaker
Replicator2
Van jó pár ingyenes program ami az STL modell felszeleti, és G kódot csinál belőle, a Pirx-hez is ez kell, mivel nincs saját vezérlője.
Amiket linkeltél azok nagyon messze vannak azoktól a cnc maróktól amire én gondoltam. Ugyanolyan filigrán kis szekezetek mint a többi olcsó 3d nyomtató, pl az is amit én rendeletem. Vékony kis körvezetékeken mozognak, a pirx-nél sima trapéz menetes orsó mozgatja a z tengelyt, a készülék váz rétegelt lemez. Én ilyesmi gépekről beszéltem : http://syil.hu/?lang=hu&mnu=syil_x4_plus
Ennek rendes öntvény gépágya van prizmás vezetékkel, golyósorsóval stb... Ezek sokkal precizebb pozícionálást tudnak, viszont mivel fém megmunkáláshoz tervezték lassabb előtolásra és àtpozícionálásra képes mint egy átlag 3d nyomtató, ezért sokkal lassabb lenne a nyomtatás. Nem néztem még meg az sg fórumos konverziót, de agyaltam számolgattam, és valószínüleg a megfelelő sebességet a fém megmunkálás beáldozásával lehetne elérni, csak a mechanikát megtartva, gyorsabb mozgatást lehetővé tévő motorokkal, stb... Persze nem biztos hogy megéri, nem tudom ez a szál-leolvasztós technika tud-e olyan pontosságot, amihez szükség van ilyen merevségre, és pontosságra, lehet hogy ezek a könnyű kis vázak, a körvezetékekkel pont elegendőek. Hétfőn elhozom a nyomtatóm, és nekiállok kísérletezni, tanulni. Aztán meglátjuk
[ Szerkesztve ]
Jah, hogy ilyen komoly CNC-re gondoltál
Az FDM (szálolvasztós) technológiánál ami probléma, hogy mekkora nózit (nozzel-t) használsz. Vegyük azt, hogy egy 0,3-as átmérővel rendelkezőt használsz és z irányban 0,1-es felbontással dolgozol. Akkor a a nyomtatásnál a kijövő 0,3-as olvadékot kilapítja. Ki lehet számolni, hogy milyen széles lesz az.
Szerintem megfelelő beállítással egy akár egy sima favázas nyomtató is tud jó minőséget produkálni. A felület utána kezelhető, csiszolható, fúrható. (alapvetően Makerbottal dolgozok és a furatokat inkább kisebbre hagyom, és 2-3 fal réteggel nyomtatom ki, és utána felfúrom, hogy a lehető legpontosabb legyen)
Mondjuk ezeknél a nyomtatóknál (favázas) nem elvárás szerintem senki se részéről, hogy századpontosan nyomtasson.
Sebességet nézve, azt tapasztaltam, hogy az ABS-nek minimum 30-40mm/s kell.
Két napja megvan a nyomtató, de tapasztalatokról még nem tudok beszámolni, mert nem volt időm kipróbálni.
úgy néz ki, nesoká lesz egy Lumia 820-am.
De nem emiatt írok ide elsősorban, hanem mert a Nokia közzétette a Lumia 820 hátlapjának a 3d modelljét, azaz bárki tud magának custom hátlapot nyomtatni.
mivel nincs pillanatnyilag 3D nyomtatóm, nem-e nyomtatna majd valaki nekem hátlapot?
persze fizetek is érte.
Lumia 520-am van én is néztem h tokot kéne nyomtatni  lehet neki is állok aztán akár kinyomtathatom a 820-hoz is
lehet neki is állok aztán akár kinyomtathatom a 820-hoz is
remek!
kíváncsi vagyok, milyen lesz a végeredmény. 
szerk.: K-3D jó tervezéshez?
[ Szerkesztve ]
itt az 520-hoz a 3d modell: [link]
.stl-t hogy lehet .k3d-be konvertálni?
a Blender se nyissa. 
[ Szerkesztve ]
Kemény (abs) vagy rugalmas hátlapot szeretnél?
Rugalmas pl: ninja flex